Secondly, microcracks are formed during the cooling of the splats from the deposition temperature to the substrate temperature. Modification of an older version. In addition, interfacial instability due to differing viscosities, along with the resulting interfacial roll-ups and vortices, promotes interfacial bonding by increasing the interfacial area, giving rise to material mixing at the interface and providing mechanical interlocking between the two materials [21]. PGulFP5YoP"cendstream Substrates that are sensitive to high temperatures may preclude the use of thermal spray and would include magnesium, composites and other low melting alloys. Schematic presentation of the combination of process temperature and velocity for the different spray processes. 0000025028 00000 n
In this process, when high voltage is applied between electrodes (cathode and anode), an arc is formed. Table 6 is a very general comparison of different thermal spray processes and gives some most important but very generalized numerical data and information for each one. Although there are certain similarities, it is important to recognise the fundamental differences between the two techniques in order to determine which is best suited for various combinations of substrate and coating materials, as well as for the application. 0000019701 00000 n
0000001328 00000 n
0000023956 00000 n
 apparatus coatings amorphous sprayed research reprinted plasma controlled spray atmosphere metco process oerlikon atmospheric coating thermal diagram schematic champro stream Sometimes thermal spray can result in particles imbedded in the microstructure that solidified during flight, prior to impacting the substrate and have a distinctive oxide layer surrounding them [22]. 0000008713 00000 n
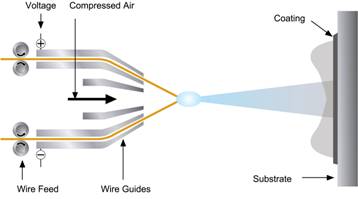
(c) Dense WC-Co coating. sidhu tarun goyal A jet of compressed air or inert gas is directed across the wire tips, atomizing the molten metal and creating a spray stream of molten droplets. [41]. %PDF-1.4 0000008348 00000 n
0000039836 00000 n
:PBV 0 In:*`]L-FGYcI:Tn0^\ynJtZj:|;zz 0000013914 00000 n
0000009020 00000 n
]]3 The process allows high gas temperature which are necessary to melt zirconia with its high melting temperature of about 2700C during the spraying process. The process chamber is initially sealed and pumped down as far as possible with the spray gun off; it is then back-filled to the desired operating pressure with an inert gas, such as argon, before coating deposition begins.
apparatus coatings amorphous sprayed research reprinted plasma controlled spray atmosphere metco process oerlikon atmospheric coating thermal diagram schematic champro stream Sometimes thermal spray can result in particles imbedded in the microstructure that solidified during flight, prior to impacting the substrate and have a distinctive oxide layer surrounding them [22]. 0000008713 00000 n
(c) Dense WC-Co coating. sidhu tarun goyal A jet of compressed air or inert gas is directed across the wire tips, atomizing the molten metal and creating a spray stream of molten droplets. [41]. %PDF-1.4 0000008348 00000 n
0000039836 00000 n
:PBV 0 In:*`]L-FGYcI:Tn0^\ynJtZj:|;zz 0000013914 00000 n
0000009020 00000 n
]]3 The process allows high gas temperature which are necessary to melt zirconia with its high melting temperature of about 2700C during the spraying process. The process chamber is initially sealed and pumped down as far as possible with the spray gun off; it is then back-filled to the desired operating pressure with an inert gas, such as argon, before coating deposition begins.  diagram schematic thermal spray coatings process sprayed scheme figure ktn totalmateria Both terms denote plasma spray deposition carried out inside a vacuum chamber at a relatively low dynamic pressure of inert gas, i.e. Magnesium readily reacts with molten metal deposited by thermal spray and oxidises causing poor adhesion [15]. Cold spray is often compared to traditional thermal spray processes. Moreover, the presence of pores interconnected throughout the coating-thickness makes the as-sprayed coating unable to fully protect the substrate from corrosion. 0000038805 00000 n
hvof spray coatings composites temperature The successive deposition of spray particles provides the coatings with a unique lamellar microstructure, different from that produced by other processes. Although typically the same hard phase-binder metal composite materials are used, the technical development in powder metallurgy and thermal spray were practically independent of each other. plasma section gun cross coating thermal fundamentals applications spray Comparison of characteristics of coatings deposited by different thermal spray processes. schematic thermal spray modification enhancing resistance erosion techniques components surface engineering processes categorized velocity arc The residual porosity in thermal spray coatings is usually lowest in the high-velocity spray processes. Depending on the type of energy source, thermal spray processes can be further classified according to the spray gun principle or design, type of feedstock material used in the process, type of fuel (gas or liquid), type of deposition atmosphere (atmospheric, low/high pressure, inert gas, under water, etc. $^xO`$J}NO_f#pO@( dILEJ0I|pe2hy
8HUPP5*SJ*3le@.`1DC->SOjI#yEffsjetvm2cO({ %YZkMRka&lA@i^7B;8Q%EWR59TU"=XWx7m.Z"IP V.LULhX;EnR;G Victor ChampagneJr., Victor ChampagneIII, in Aircraft Sustainment and Repair, 2018. An important difference between bulk hardmetals and thermally sprayed hardmetal coatings is that the properties of the coatings are not as exactly defined as for the same nominal composition of a sintered body, e.g. It is obvious that processability of different coatings to obtain high quality plays a large role in selection of an appropriate, Depends on equipment type; e.g., M2 AC-HVAF, 600700 m s. Oxide content is approximately 1.52 times the oxide content of the feedstock. Electrical processes typically use either an electric arc or an electrically driven plasma to heat and melt the spray material. Meanwhile several industrial companies have introduced these systems for process control [40]. WC-12Co. 0000002463 00000 n
The superior qualities of many cold sprayed materials are required by certain applications. Flame flame spraying, wire and powder method; electric arc electric arc wire spraying; detonation detonation gun spraying; HVOF high-velocity oxygen-fuel spraying; HVAF high-velocity air-fuel spraying; LPPS/VPS low-pressure/vacuum plasma spraying; LPCS low-pressure cold spraying; HPCS high-pressure cold spraying/kinetic spraying; APS atmospheric plasma spraying. Hb```f``e`c``3bd@ (l[ b1~#lJ04`, ( peV,?o``pt``4h``vM=]C/
1' x1H300A |"
endstream
endobj
175 0 obj
167
endobj
129 0 obj
<<
/Type /Page
/Parent 115 0 R
/Resources << /ColorSpace << /CS0 143 0 R /CS1 142 0 R >> /ExtGState << /GS0 164 0 R /GS1 166 0 R >>
/Font << /TT0 136 0 R /TT1 137 0 R /TT2 130 0 R /TT3 133 0 R /TT4 132 0 R
/C2_0 141 0 R /TT5 147 0 R >>
/ProcSet [ /PDF /Text ] >>
/Contents [ 145 0 R 149 0 R 151 0 R 153 0 R 155 0 R 157 0 R 159 0 R 161 0 R ]
/MediaBox [ 0 0 595 842 ]
/CropBox [ 0 0 595 842 ]
/Rotate 0
/StructParents 0
>>
endobj
130 0 obj
<<
/Type /Font
/Subtype /TrueType
/FirstChar 32
/LastChar 121
/Widths [ 278 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 722 0 0 0 0 833 0 0 0 0 0 667 0 0 0 0 0 0 0 0 0
0 0 0 0 556 0 0 0 556 0 0 0 0 0 0 278 0 0 611 611 0 389 0 333 0
0 0 0 556 ]
/Encoding /WinAnsiEncoding
/BaseFont /CPGFCH+Arial,Bold
/FontDescriptor 134 0 R
>>
endobj
131 0 obj
<<
/Type /FontDescriptor
/Ascent 935
/CapHeight 0
/Descent -211
/Flags 96
/FontBBox [ -204 -307 1000 1107 ]
/FontName /CPGFGF+ArialNarrow-BoldItalic
/ItalicAngle -15
/StemV 133
/FontFile2 170 0 R
>>
endobj
132 0 obj
<<
/Type /Font
/Subtype /TrueType
/FirstChar 32
/LastChar 150
/Widths [ 228 0 0 0 0 0 547 0 273 273 319 479 228 273 228 228 456 456 456 456
456 456 456 456 456 456 228 228 0 0 0 0 832 547 547 592 592 547
501 638 592 228 0 0 456 683 592 638 547 638 592 547 501 592 547
774 0 0 501 0 0 0 0 0 0 456 456 410 456 456 228 456 456 182 182
410 182 683 456 456 456 0 273 410 228 456 410 592 410 410 410 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 182 182 273 273 0 456
]
/Encoding /WinAnsiEncoding
/BaseFont /CPGFLC+ArialNarrow
/FontDescriptor 139 0 R
>>
endobj
133 0 obj
<<
/Type /Font
/Subtype /TrueType
/FirstChar 32
/LastChar 119
/Widths [ 228 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 592 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 456 0 456 501 456 0 501 0 228 0 0 0 0 501 501 501 0 319 456
273 0 0 638 ]
/Encoding /WinAnsiEncoding
/BaseFont /CPGFGF+ArialNarrow-BoldItalic
/FontDescriptor 131 0 R
>>
endobj
134 0 obj
<<
/Type /FontDescriptor
/Ascent 905
/CapHeight 0
/Descent -211
/Flags 32
/FontBBox [ -628 -376 2034 1048 ]
/FontName /CPGFCH+Arial,Bold
/ItalicAngle 0
/StemV 133
/FontFile2 171 0 R
>>
endobj
135 0 obj
<<
/Type /FontDescriptor
/Ascent 905
/CapHeight 0
/Descent -211
/Flags 32
/FontBBox [ -665 -325 2028 1037 ]
/FontName /CPGCDP+Arial
/ItalicAngle 0
/StemV 0
/FontFile2 165 0 R
>>
endobj
136 0 obj
<<
/Type /Font
/Subtype /TrueType
/FirstChar 32
/LastChar 121
/Widths [ 278 0 0 0 0 0 0 0 0 0 0 0 0 333 278 278 0 556 556 0 0 0 0 556 0 556
278 0 0 0 0 0 0 0 0 0 0 0 0 0 722 0 0 0 0 833 0 778 667 0 0 667
0 0 667 944 0 0 0 0 0 0 0 556 0 556 556 500 0 556 278 556 0 222
0 0 222 833 0 556 556 0 333 500 278 556 0 722 0 500 ]
/Encoding /WinAnsiEncoding
/BaseFont /CPGCDP+Arial
/FontDescriptor 135 0 R
>>
endobj
137 0 obj
<<
/Type /Font
/Subtype /TrueType
/FirstChar 32
/LastChar 118
/Widths [ 250 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 833 0 0 0 611 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 444 0 500 0 0 0 333 0 0 0 0 0 0 0 0 389 444 0 611 556
]
/Encoding /WinAnsiEncoding
/BaseFont /CPGEOA+BookAntiqua-Bold
/FontDescriptor 138 0 R
>>
endobj
138 0 obj
<<
/Type /FontDescriptor
/Ascent 923
/CapHeight 0
/Descent -282
/Flags 34
/FontBBox [ -134 -337 1193 1021 ]
/FontName /CPGEOA+BookAntiqua-Bold
/ItalicAngle 0
/StemV 133
/FontFile2 162 0 R
>>
endobj
139 0 obj
<<
/Type /FontDescriptor
/Ascent 935
/CapHeight 718
/Descent -211
/Flags 32
/FontBBox [ -182 -307 1000 1086 ]
/FontName /CPGFLC+ArialNarrow
/ItalicAngle 0
/StemV 78
/XHeight 515
/FontFile2 168 0 R
>>
endobj
140 0 obj
<< /Filter /FlateDecode /Length 220 >>
stream
HTPn0+|\C IKJN&E*Nd_g?gC}t:Kqtk /XnzPd$7psPB~xlR}fR *Qw5~fiNc c\aZE#)+ [vD
jLD@3y.9H%fa.~X YR. For example, in the twin-wire arc spray process (Fig. Core temperatures in the plasma jet can exceed 15 000 K, hot enough to melt even the most refractory metals or ceramics. Additionally, during solidification of the sprayed aluminium particles, tensile stresses form in the coating while the underlying substrate material contains compressive stresses. As a consequence several diagnostic tools have been developed to control directly particle parameters as velocity and temperature or plume characteristics during operation [38,39]. The formation of thermally sprayed coatings, examples of coating materials, their microstructures and properties, and areas of applications are presented in the following chapters. APS system (left) and plasma gun in operation (right). With Mg alloys, their high chemical activity makes them subject to corrosion (see Chapter 1). arc electric spray wire metco process diagram oerlikon coating thermal schematic Classification of thermal spray coating processes according to the type of energy source used in the process. 0000006164 00000 n
Modification of an older version, M.F. 0000009722 00000 n
0000002424 00000 n
?XN+q{/]0'q9}1,XwI-` k D-guns are mainly used to deposit metals, alloys, and cermets with high density (porosity <1%) and very low oxidation. 0000010876 00000 n
From: The Cold Spray Materials Deposition Process, 2007, P. Vuoristo, in Comprehensive Materials Processing, 2014. Robert Vaen, in Materials Surface Processing by Directed Energy Techniques, 2006. combustion powder spray metco diagram process oerlikon coating thermal schematic 0000022341 00000 n
endobj 0000011529 00000 n
Li, in Surface Engineering of Light Alloys, 2010. 0000047064 00000 n
Also, different test procedures and conditions contribute to a scattering of values for coating properties.
diagram schematic thermal spray coatings process sprayed scheme figure ktn totalmateria Both terms denote plasma spray deposition carried out inside a vacuum chamber at a relatively low dynamic pressure of inert gas, i.e. Magnesium readily reacts with molten metal deposited by thermal spray and oxidises causing poor adhesion [15]. Cold spray is often compared to traditional thermal spray processes. Moreover, the presence of pores interconnected throughout the coating-thickness makes the as-sprayed coating unable to fully protect the substrate from corrosion. 0000038805 00000 n
hvof spray coatings composites temperature The successive deposition of spray particles provides the coatings with a unique lamellar microstructure, different from that produced by other processes. Although typically the same hard phase-binder metal composite materials are used, the technical development in powder metallurgy and thermal spray were practically independent of each other. plasma section gun cross coating thermal fundamentals applications spray Comparison of characteristics of coatings deposited by different thermal spray processes. schematic thermal spray modification enhancing resistance erosion techniques components surface engineering processes categorized velocity arc The residual porosity in thermal spray coatings is usually lowest in the high-velocity spray processes. Depending on the type of energy source, thermal spray processes can be further classified according to the spray gun principle or design, type of feedstock material used in the process, type of fuel (gas or liquid), type of deposition atmosphere (atmospheric, low/high pressure, inert gas, under water, etc. $^xO`$J}NO_f#pO@( dILEJ0I|pe2hy
8HUPP5*SJ*3le@.`1DC->SOjI#yEffsjetvm2cO({ %YZkMRka&lA@i^7B;8Q%EWR59TU"=XWx7m.Z"IP V.LULhX;EnR;G Victor ChampagneJr., Victor ChampagneIII, in Aircraft Sustainment and Repair, 2018. An important difference between bulk hardmetals and thermally sprayed hardmetal coatings is that the properties of the coatings are not as exactly defined as for the same nominal composition of a sintered body, e.g. It is obvious that processability of different coatings to obtain high quality plays a large role in selection of an appropriate, Depends on equipment type; e.g., M2 AC-HVAF, 600700 m s. Oxide content is approximately 1.52 times the oxide content of the feedstock. Electrical processes typically use either an electric arc or an electrically driven plasma to heat and melt the spray material. Meanwhile several industrial companies have introduced these systems for process control [40]. WC-12Co. 0000002463 00000 n
The superior qualities of many cold sprayed materials are required by certain applications. Flame flame spraying, wire and powder method; electric arc electric arc wire spraying; detonation detonation gun spraying; HVOF high-velocity oxygen-fuel spraying; HVAF high-velocity air-fuel spraying; LPPS/VPS low-pressure/vacuum plasma spraying; LPCS low-pressure cold spraying; HPCS high-pressure cold spraying/kinetic spraying; APS atmospheric plasma spraying. Hb```f``e`c``3bd@ (l[ b1~#lJ04`, ( peV,?o``pt``4h``vM=]C/
1' x1H300A |"
endstream
endobj
175 0 obj
167
endobj
129 0 obj
<<
/Type /Page
/Parent 115 0 R
/Resources << /ColorSpace << /CS0 143 0 R /CS1 142 0 R >> /ExtGState << /GS0 164 0 R /GS1 166 0 R >>
/Font << /TT0 136 0 R /TT1 137 0 R /TT2 130 0 R /TT3 133 0 R /TT4 132 0 R
/C2_0 141 0 R /TT5 147 0 R >>
/ProcSet [ /PDF /Text ] >>
/Contents [ 145 0 R 149 0 R 151 0 R 153 0 R 155 0 R 157 0 R 159 0 R 161 0 R ]
/MediaBox [ 0 0 595 842 ]
/CropBox [ 0 0 595 842 ]
/Rotate 0
/StructParents 0
>>
endobj
130 0 obj
<<
/Type /Font
/Subtype /TrueType
/FirstChar 32
/LastChar 121
/Widths [ 278 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 722 0 0 0 0 833 0 0 0 0 0 667 0 0 0 0 0 0 0 0 0
0 0 0 0 556 0 0 0 556 0 0 0 0 0 0 278 0 0 611 611 0 389 0 333 0
0 0 0 556 ]
/Encoding /WinAnsiEncoding
/BaseFont /CPGFCH+Arial,Bold
/FontDescriptor 134 0 R
>>
endobj
131 0 obj
<<
/Type /FontDescriptor
/Ascent 935
/CapHeight 0
/Descent -211
/Flags 96
/FontBBox [ -204 -307 1000 1107 ]
/FontName /CPGFGF+ArialNarrow-BoldItalic
/ItalicAngle -15
/StemV 133
/FontFile2 170 0 R
>>
endobj
132 0 obj
<<
/Type /Font
/Subtype /TrueType
/FirstChar 32
/LastChar 150
/Widths [ 228 0 0 0 0 0 547 0 273 273 319 479 228 273 228 228 456 456 456 456
456 456 456 456 456 456 228 228 0 0 0 0 832 547 547 592 592 547
501 638 592 228 0 0 456 683 592 638 547 638 592 547 501 592 547
774 0 0 501 0 0 0 0 0 0 456 456 410 456 456 228 456 456 182 182
410 182 683 456 456 456 0 273 410 228 456 410 592 410 410 410 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 182 182 273 273 0 456
]
/Encoding /WinAnsiEncoding
/BaseFont /CPGFLC+ArialNarrow
/FontDescriptor 139 0 R
>>
endobj
133 0 obj
<<
/Type /Font
/Subtype /TrueType
/FirstChar 32
/LastChar 119
/Widths [ 228 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 592 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 456 0 456 501 456 0 501 0 228 0 0 0 0 501 501 501 0 319 456
273 0 0 638 ]
/Encoding /WinAnsiEncoding
/BaseFont /CPGFGF+ArialNarrow-BoldItalic
/FontDescriptor 131 0 R
>>
endobj
134 0 obj
<<
/Type /FontDescriptor
/Ascent 905
/CapHeight 0
/Descent -211
/Flags 32
/FontBBox [ -628 -376 2034 1048 ]
/FontName /CPGFCH+Arial,Bold
/ItalicAngle 0
/StemV 133
/FontFile2 171 0 R
>>
endobj
135 0 obj
<<
/Type /FontDescriptor
/Ascent 905
/CapHeight 0
/Descent -211
/Flags 32
/FontBBox [ -665 -325 2028 1037 ]
/FontName /CPGCDP+Arial
/ItalicAngle 0
/StemV 0
/FontFile2 165 0 R
>>
endobj
136 0 obj
<<
/Type /Font
/Subtype /TrueType
/FirstChar 32
/LastChar 121
/Widths [ 278 0 0 0 0 0 0 0 0 0 0 0 0 333 278 278 0 556 556 0 0 0 0 556 0 556
278 0 0 0 0 0 0 0 0 0 0 0 0 0 722 0 0 0 0 833 0 778 667 0 0 667
0 0 667 944 0 0 0 0 0 0 0 556 0 556 556 500 0 556 278 556 0 222
0 0 222 833 0 556 556 0 333 500 278 556 0 722 0 500 ]
/Encoding /WinAnsiEncoding
/BaseFont /CPGCDP+Arial
/FontDescriptor 135 0 R
>>
endobj
137 0 obj
<<
/Type /Font
/Subtype /TrueType
/FirstChar 32
/LastChar 118
/Widths [ 250 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 833 0 0 0 611 0 0 0 0 0 0 0 0 0 0
0 0 0 0 0 444 0 500 0 0 0 333 0 0 0 0 0 0 0 0 389 444 0 611 556
]
/Encoding /WinAnsiEncoding
/BaseFont /CPGEOA+BookAntiqua-Bold
/FontDescriptor 138 0 R
>>
endobj
138 0 obj
<<
/Type /FontDescriptor
/Ascent 923
/CapHeight 0
/Descent -282
/Flags 34
/FontBBox [ -134 -337 1193 1021 ]
/FontName /CPGEOA+BookAntiqua-Bold
/ItalicAngle 0
/StemV 133
/FontFile2 162 0 R
>>
endobj
139 0 obj
<<
/Type /FontDescriptor
/Ascent 935
/CapHeight 718
/Descent -211
/Flags 32
/FontBBox [ -182 -307 1000 1086 ]
/FontName /CPGFLC+ArialNarrow
/ItalicAngle 0
/StemV 78
/XHeight 515
/FontFile2 168 0 R
>>
endobj
140 0 obj
<< /Filter /FlateDecode /Length 220 >>
stream
HTPn0+|\C IKJN&E*Nd_g?gC}t:Kqtk /XnzPd$7psPB~xlR}fR *Qw5~fiNc c\aZE#)+ [vD
jLD@3y.9H%fa.~X YR. For example, in the twin-wire arc spray process (Fig. Core temperatures in the plasma jet can exceed 15 000 K, hot enough to melt even the most refractory metals or ceramics. Additionally, during solidification of the sprayed aluminium particles, tensile stresses form in the coating while the underlying substrate material contains compressive stresses. As a consequence several diagnostic tools have been developed to control directly particle parameters as velocity and temperature or plume characteristics during operation [38,39]. The formation of thermally sprayed coatings, examples of coating materials, their microstructures and properties, and areas of applications are presented in the following chapters. APS system (left) and plasma gun in operation (right). With Mg alloys, their high chemical activity makes them subject to corrosion (see Chapter 1). arc electric spray wire metco process diagram oerlikon coating thermal schematic Classification of thermal spray coating processes according to the type of energy source used in the process. 0000006164 00000 n
Modification of an older version, M.F. 0000009722 00000 n
0000002424 00000 n
?XN+q{/]0'q9}1,XwI-` k D-guns are mainly used to deposit metals, alloys, and cermets with high density (porosity <1%) and very low oxidation. 0000010876 00000 n
From: The Cold Spray Materials Deposition Process, 2007, P. Vuoristo, in Comprehensive Materials Processing, 2014. Robert Vaen, in Materials Surface Processing by Directed Energy Techniques, 2006. combustion powder spray metco diagram process oerlikon coating thermal schematic 0000022341 00000 n
endobj 0000011529 00000 n
Li, in Surface Engineering of Light Alloys, 2010. 0000047064 00000 n
Also, different test procedures and conditions contribute to a scattering of values for coating properties.
The rapid quenching characteristics during splat formation upon impact of molten spray droplets involved in coating deposition result in a quasi-stable fine microstructure in individual splats. In addition to these, energy from molten liquids or high-power laser beams may be used in thermal spray-like deposition of materials. 0000003932 00000 n
Figure 8. fG4o$^ZY#[!ckej` G9CM&M*p-f%uj-LS 0000003317 00000 n
silver spray coating nanowire electrode molecule photovoltaics conductive networks highly organic transparent process rsc nanoscale The coatings have a typical thickness within the range of 100-500m. arc spraying electric ag does The microcracks are essential for the performance of TBC as they give the coating the necessary strain tolerance even at room temperature [32,33]. 6 0 obj trailer
<<
/Size 108
/Info 58 0 R
/Root 60 0 R
/Prev 776735
/ID[<690999041f5ba827b8f5f8e439085aed><690999041f5ba827b8f5f8e439085aed>]
>>
startxref
0
%%EOF
60 0 obj
<<
/Pages 54 0 R
/Type /Catalog
/PageLabels 52 0 R
/Metadata 57 0 R
>>
endobj
106 0 obj
<< /S 387 /L 511 /Filter /FlateDecode /Length 107 0 R >>
stream
0000046881 00000 n
0000008691 00000 n
<> Bulk parts prepared by powder metallurgy are termed "hardmetals" or "cemented carbides", whereas the term "cermet" is used for TiC-Ni-based materials only. This permits a design where the rotating blade tips travel very close to the surrounding stationary shroud to improve engine efficiency, but if a blade tip should occasionally rub against the shroud, the soft composite seal material is easily scraped away without damaging the blade or causing a catastrophic engine failure. This can become a particular concern in an application that requires a relatively thick deposit because these stresses often cause delamination and often limit the maximum deposit thickness that can be achieved. 0000005639 00000 n
The yellow section in the highest area in Figure 4 demonstrates that some of the coatings of this composition will fulfill the requirements of service in a certain application, while the remaining nominally identical coatings are not suitable. Flow velocities of the plasma jet as it exits the torch may be either subsonic or supersonic, depending upon the design of the anode (nozzle) and the operating conditions. 0000009700 00000 n
Schematic diagram of a high-velocity oxy-fuel (HVOF) spray gun. 'cPIG:9VL"!a Gro:{nol!O=@oFx+MO 1AD1 Powder particles entrained in this high-velocity gas jet are accelerated up to velocities of the order of 4501000 m/s (14753280 ft/s), depending upon the spray device, spray material, and operating conditions. The process is discontinuous with a frequency of up to 10Hz and noise levels (about 145dB) requiring the spray gun to be confined in acoustical enclosures. In contrast, there is very little thermally induced dimensional change of the cold spray material since consolidation of the particles takes place in the solid state. Lutz-Michael Berger, in Comprehensive Hard Materials, 2014. For example, the high heat transfer coefficient and electrical conductivity of cold spray materials favour their use in electronic applications [25]. Such features as spray rate may act as economic factors influencing the cost of the process and coated part. Illustration of hardmetal coating preparation by the high-velocity oxy-fuel (HVOF) spray process. 0000088453 00000 n
An obvious limitation of this process is that it can only be used to deposit materials that can be made into conductive metal wires. 0000059913 00000 n
vB_ h;{bUz2 SMITH, in The Cold Spray Materials Deposition Process, 2007. Further details on the stress state and failures modes are given in Section 19.5. Depends on gun type; M2 AC-HVAF spray gun; M3 supersonic spray gun. depends on porosity of the coating on steel, Current status and future directions of thermal spray coatings and techniques, Future Development of Thermal Spray Coatings, Davis, 2004; Tucker, 2013; Fauchais et al., 2014, Environmentally Oriented Modernization of Power Boilers, High-Temperature Behaviour of Thermal Barrier and Bond Coatings in Oxidizing and Corrosive Atmospheres, Materials Surface Processing by Directed Energy Techniques, Introduction to Supersonic Particle Deposition, Resistance to atmospheric and heat corrosion, Electrically conductive and solderable coatings, High velocity oxy-fuel thermal spray (HVOF), Repair operations Abrasion or erosion resistance, Resistance to fretting, galling or adhesive wear. 0000062773 00000 n
atomization mmc coupled
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}